Material Inconel 718, método de formación de cabeza de pernos de cabeza avellanada de doce puntos(一)
Inconel 718 es una superaleación a base de níquel reforzada por precipitación de Ni-Cr-Fe-Nb. Las fases de fortalecimiento son la fase γ'' cuadrada centrada en el cuerpo y la fase γ' cúbica centrada en las caras. La designación nacional es GH4169. En comparación con otras aleaciones de alta temperatura, Inconel 718 tiene buena estabilidad térmica y resistencia a la corrosión, y tiene una excelente durabilidad a la fatiga y a la fluencia a temperaturas inferiores a 650 ° C. Por lo tanto, se ha utilizado ampliamente en varias partes calientes de motores aeronáuticos [ 1-3]. El perno de cabeza avellanada de doce puntos Inconel 718 es un producto representativo de sujetadores aeroespaciales de alta temperatura y alta resistencia. La cabeza generalmente se forma mediante partida en caliente y la deformación de la cabeza es relativamente grande durante el procesamiento. Debido a la compleja composición de la fase de aleación y las diversas estructuras del material Inconel 718, la plasticidad del proceso es pobre y la resistencia a la deformación durante el trabajo en caliente es relativamente grande, por lo que aumenta la dificultad del conformado en caliente. Especialmente para los pernos de cabeza avellanada de doce puntos con conos de cabeza avellanada, la forma compleja de la cabeza agrava aún más la falta de homogeneidad del campo de temperatura durante el procesamiento térmico, haciendo que las características de distribución de tensión sean más complicadas que los pernos de cabeza avellanada de doce puntos convencionales. El rendimiento del procesamiento se deteriora y es difícil garantizar los requisitos de tamaño, metalográficos y de rendimiento de las piezas. En este artículo, teniendo como objetivo las propiedades materiales y las características estructurales de los pernos de cabeza avellanada de doce puntos Inconel 718,
2 características del producto
2.1 Estructura del producto y características de rendimiento.
En la licitación global de una empresa de aviación civil internacional se obtuvo un pedido de un determinado tipo de perno de cabeza avellanada de doce puntas. La estructura de la pieza se muestra en la Figura 1 y los requisitos de rendimiento se muestran en la Tabla 1. La cabeza de la pieza se compone de una cabeza de doce puntos y una cara avellanada. El cabezal de doce puntos puede garantizar una fuerza uniforme durante el atornillado y evitar que la llave se deslice. El ángulo de la cara avellanada de la pieza es de 60°~64° y el diámetro del círculo exterior es de 14,09+0-0,24 mm. Debido a la forma compleja de la cabeza del perno y los altos requisitos de precisión de mecanizado, es difícil que la cabeza dodecagonal y la cabeza avellanada cumplan los requisitos de precisión dimensional de la pieza cuando la cabeza se procesa mediante el proceso de cabezal en caliente.

2.2 Propiedades del material y dificultades de conformación
La superaleación Inconel 718 tiene una composición de fase de aleación compleja y varias estructuras, lo que reduce la plasticidad del proceso durante el trabajo en caliente y hace que el material sea muy sensible a los cambios en los parámetros del proceso de trabajo en caliente. Una temperatura de deformación más alta puede obtener partículas recristalizadas uniformes y finas, pero si la temperatura de deformación es demasiado alta, el tiempo de enfriamiento después de la deformación se prolongará y el tiempo de residencia a alta temperatura también hará que los granos crezcan anormalmente, afectando así la mecánica de el desempeño de la pieza. Además, para los pernos de cabeza avellanada de doce puntos Inconel 718 con formas de cabeza complejas, existe un gradiente de temperatura obvio durante el trabajo en caliente. Cuando la temperatura de deformación es demasiado baja, se corre el riesgo de que el cabezal no se llene lo suficiente.
3 Análisis de la tecnología de procesamiento.
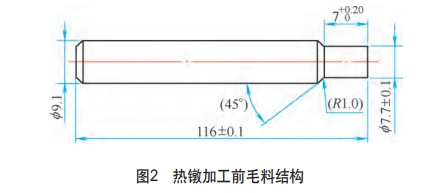
Para garantizar que el producto terminado cumpla con los requisitos del dibujo, la cabeza del perno solo se puede formar recalcando una vez, y la relación de recalcado y forjado debe reducirse tanto como sea posible para facilitar la conformación. De acuerdo con el tamaño del círculo exterior de la parte de la cara avellanada, se selecciona para el procesamiento una barra de φ9,1 mm. Dado que la distancia entre los lados de la parte de la cabeza dodecagonal es de 7,95 mm, es imposible usar directamente lana de φ9,1 mm para recalcar, por lo que el diámetro del material de la parte que forma la cabeza dodecagonal debe girarse a φ7,7 mm. La estructura de la lana antes del tratamiento en caliente se muestra en la Figura 2.
A través del análisis del proceso anterior, se formula la ruta principal del proceso del perno: corte → rectificado → torneado → encabezado en caliente → solución → torneado de la cara del extremo y varilla pulida → rectificado de varilla pulida, diámetro de rosca de laminación → marcado → filete de laminación en frío → rosca de laminación →envejecimiento →Detección de partículas magnéticas fluorescentes →Detección de rendimiento y estructura metalográfica →Embalaje.
3.2 Proceso de encabezado en caliente
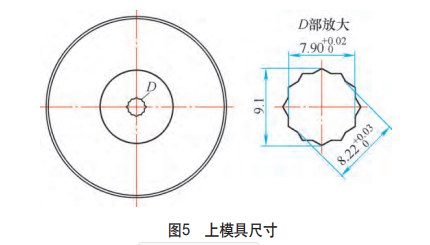
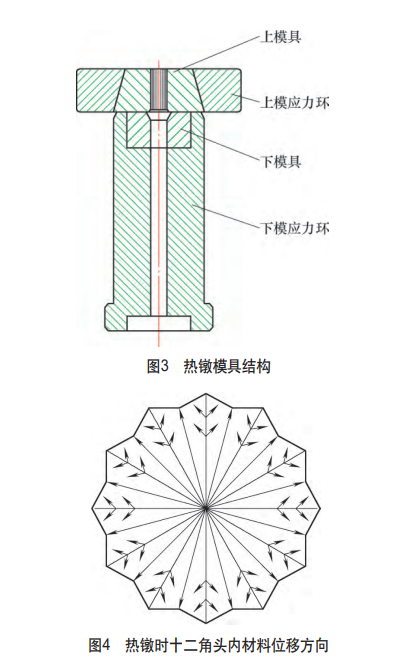
(1) Troquel de cabezal en caliente De acuerdo con la estructura del perno y las características de tamaño, se utiliza un troquel de cabezal en caliente con una combinación de troqueles superior e inferior, y la estructura se muestra en la Figura 3. Entre ellos, el molde superior es un molde de 12 puntos. molde, el molde inferior es una plataforma en ángulo y la superficie del extremo es la superficie de separación de los moldes superior e inferior.
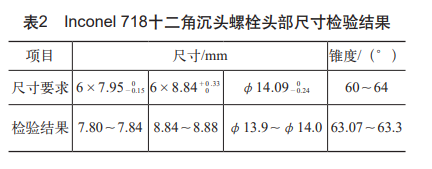
Cuando este molde se utiliza para recalcar, suele ocurrir que el relleno de las doce esquinas del cabezal no está completo y las piezas no pueden cumplir con los requisitos del dibujo. Según el teorema de resistencia mínima, cuando el material metálico se deforma plásticamente, la partícula interna se mueve a lo largo de la dirección de la resistencia mínima, es decir, la partícula se mueve hacia la dirección normal más corta del área circundante deformada, como se muestra en la Figura 4. Para el tipo de cabeza dodecagonal, dado que la longitud normal hacia la esquina cóncava es más corta que la de la esquina convexa, la resistencia del punto de masa al desplazamiento de la esquina cóncava es menor, lo que resulta en un menor desplazamiento del material metálico en la dirección de la esquina convexa, y la esquina convexa está alterada térmicamente. El relleno no está completo. Al cambiar la velocidad de deformación del material, se puede reducir la resistencia del material al desplazamiento del lóbulo, pero cuando la velocidad de deformación del material es demasiado rápida, la fuerza de impacto durante la deformación es demasiado grande, lo que obviamente aumentará la velocidad de desgaste del molde y acortar la vida útil del molde. Al mismo tiempo, una velocidad de deformación excesiva provocará una deformación desigual del material, lo que provocará grietas locales en la pieza, por lo que es necesario ajustar razonablemente la velocidad de deformación del material.
Con base en las razones anteriores, la distancia de las esquinas cóncavas del troquel superior se ajusta a φ8,22 + 0,03 -0 mm (ver Figura 5), se cambia la tensión durante el cabezal en caliente y se aumenta el proceso de predeformación para reducir la velocidad de deformación. A través de varias pruebas de recalcado en el sitio, se midió la distancia diagonal de la cabeza de doce esquinas de la pieza y los resultados de la prueba se muestran en la Tabla 2.
Los resultados muestran que el efecto del cabezal en caliente mejora ajustando la separación de la matriz, lo que resuelve el problema de la forma incompleta de la cabeza dodecagonal y puede garantizar los requisitos de tamaño de la cabeza de la pieza.